Ученые Государственного научного центра Российской Федерации АО «НПО «ЦНИИТМАШ» (входит в машиностроительный дивизион «Росатома» – АО «Атомэнергомаш») усовершенствовали комплекс технологий, а также разработали экологически чистые линии оборудования термической и химико-термической закалки деталей и инструмента в расплавах солей.
Отличительной чертой новых расплавных технологий является последовательное использование двух или более нагревательных и/или закалочных печей с разными температурами. Речь идет о следующих технологиях: закалка с изотермической выдержкой, закалка на вторичный бейнит, двухступенчатая изотермическая закалка, закалка с подстуживанием на двухфазную структуру, изотермический отжиг и термоциклическая обработка. Их методология разработана в ЦНИИТМАШ и опробована на площадке ООО «Термохим».
«Термообработка в расплавах солей позволяет повысить эксплуатационные свойства деталей и инструмента до уровня, недостижимого другими методами. Мы используем соляные ванны преимущественно для термообработки инструмента из высоколегированных сталей – в основном штамповых и быстрорежущих, особо критичных к условиям закалочного нагрева и охлаждения. В России такие технологии и оборудование для них широкого применения не получили, в первую очередь из-за нерешенных экологических проблем: выбросов вредных примесей в атмосферу и утилизации промышленных стоков, – рассказал один из разработчиков технологии, заведующий лабораторией средств нагрева, технологии термической и химико-термической обработки института материаловедения ЦНИИТМАШ Сергей Цих. – Судя по результатам наших исследований и испытаний, внедрение новых технологий закалки и усовершенствованное оборудование позволят заводам автоматизировать процессы термообработки, повысить производительность и качество ответственных деталей и инструмента при одновременном снижении процента брака и соблюдении высоких экологических стандартов».
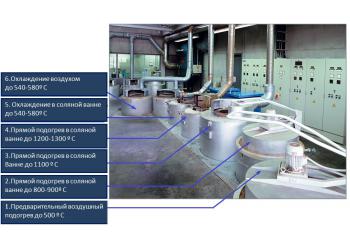
Комплекс оборудования для термической обработки в расплавах солей состоит из трех модулей. Первый из них, подготовительный, выполнен по стандартной схеме и включает в себя печь подогрева в окислительной атмосфере. Второй, основной, предназначен для высокотемпературных (до 1300°С) процессов. Он состоит из 3 нагревательных печей, одна из которых – электродная печь из монолитного жаропрочного бетона (такая конструкционная особенность впервые применена для этого класса печей), а также 2 печей изотермический выдержки. Третий модуль, экологический, включает в себя испаритель промстоков и фильтр очистки отходящих газов.
СПРАВОЧНО:
Закалка с изотермической выдержкой (технология Q-n-P) применяется для перераспределения углерода. Суть технологии заключается в том, что закаливаемая деталь сначала охлаждается в среде на 95…170°С ниже точки Мн, а затем на короткое время переносится в среду с температурой на 10…40°С выше точки Мн. В результате термообработки по этой схеме существенно увеличиваются пластические свойства стали и, как следствие, повышается срок службы изготовленных из нее элементов.
При закалке на вторичный бейнит (технология Q-M-B) изделие сначала охлаждается в среде с температурой на 15–90°С ниже точки Мн, а затем переносится в среду с температурой на 10–100°С выше точки МН и выдерживается в течение времени, достаточного для протекания бейнитного превращения. Варьируя температуру и время выдержки ниже точки Мн, можно формировать в поверхностном слое сжимающие напряжения, что позволяет существенно повысить усталостную прочность деталей. При этом длительность процесса (по сравнению со стандартной изотермической закалкой) сокращается на 20–30%, что обеспечивает существенный рост производительности. Технология нашла широкое применение при изготовлении деталей, от которых требуется высокая способность к энергопоглощению – например, броневых листов для бронежилетов и бронетранспортеров, ножей гильотин и молотковых мельниц и т.п. Также закалка на вторичный бейнит уже применена на ПАО «Северсталь» для серийной обработки валков шаропрокатных станов. При одинаковых пределах прочности и твердости ресурс валка, обработанного по новой технологии, минимум вдвое превышает ресурс изделия, обработанного по стандартной технологии – в масле.
Двухступенчатая изотермическая закалка (технология Q-В-B) заключается в том, что изотермическая выдержка осуществляется последовательно в двух ваннах, имеющих различную температуру. Этот способ термообработки обеспечивает получение более высокого комплекса механических свойств – одновременно возрастают показатели прочности и пластичности стали, а в наибольшей степени возрастает предел выносливости, длительность процесса (по сравнению со стандартной изотермической закалкой) сокращается на 20–30%, что обеспечивает существенный рост производительности оборудования. Другим ее преимуществом является возможность резко повысить скорость охлаждения, что позволяет термически обрабатывать детали из сталей пониженной прокаливаемости. Технологию широко применяют при изготовлении деталей, от которых требуется высокая стойкость к абразивному и ударно-абразивному износу (например, боковых стенок ковшей карьерных экскаваторов, самосвалов и драглайнов, течек, приемных бункеров, лопаток дробеметов, лопастей для бетоносмесительных установок).
Изотермический отжиг с охлаждением до температуры изотермы в горячих средах эффективен для устранения наследственности при предварительной термообработке цементуемых легированных сталей с бейнитной прокаливаемостью. В процессе термообработки по этой технологии изделие переносят из ванны аустенизации (с температурой 800…950°С) в ванну изотермического отжига (с температурой 600…650°С), вследствие чего в стали формируется структура, не склонная ни к наследственности, ни к существенной негомогенности по легирующим элементам. Такая предварительная термообработка рекомендована для цементуемых особо ответственных высоконагруженных шестерней, валов, втулок, пальцев и других деталей, работающих под действием ударных нагрузок или при отрицательных температурах.
Во многих случаях наиболее эффективным методом является термоциклическая обработка (ТЦО) сталей и чугунов по методу «двух ванн». Например, использование одного из ее режимов для штамповых сталей Х12МФ и Х12Ф1 приводит к снижению карбидной неоднородности с 4-5 баллов до 1-2 балла при равномерном их распределении по сечению и, как следствие, возрастанию ударной вязкости в 2 раза. Применение этой технологии позволяет также повысить износостойкость деталей штампов холодного деформирования из этих сталей в 2-4 раза. Отмечено и отсутствие сколов на рабочих поверхностях инструмента.
Закалка с подстуживанием – способ термообработки на двухфазную ферритно-мартенситную структуру (ДФМС), эффективный для среднеуглеродистых сталей с ДФМС. Он предполагает аустенизацию выше Ас3, подстуживание в соляной ванне до температуры, несколько превышающей Ar1, и достаточно длительной выдержкой при ней с последующей закалкой от указанной температуры. Этот метод не только гораздо проще стандартного, но и обеспечивает существенное снижение закалочных деформаций, позволяя уменьшить затраты на механическую обработку. Закалка с подстуживанием способна значительно повысить надежность деталей, работающих с ударными нагрузками, например, шасси самолетов, коленчатых валов, шпинделей фрезерных станков и т.д.
.jpg)
.jpg)